Grindă H din oțel laminată la cald, personalizată, de 6 inch și 8 inch, structurală de înaltă rezistență





PROCESUL DE PRODUCȚIE A PRODUSULUI
Procesul de producție a oțelului standard extern în formă de H include de obicei următoarele etape principale:
Pregătirea materiei prime: Materia primă pentru producerea oțelului în formă de H este de obicei țagla de oțel. Țagla de oțel trebuie curățată și încălzită pentru prelucrarea și formarea ulterioară.
Prelucrarea laminării la cald: Țagla de oțel preîncălzită este trimisă la laminorul la cald pentru prelucrare. În laminorul la cald, țagla de oțel este laminată cu mai multe role și formată treptat în secțiunea transversală a oțelului în formă de H.
Prelucrare la rece (opțional): În unele cazuri, pentru a îmbunătăți precizia și calitatea suprafeței oțelului în formă de H, oțelul laminat la cald în formă de H va fi, de asemenea, prelucrat la rece, cum ar fi laminarea la rece, tragerea etc.
Tăiere și finisare: După laminare și prelucrare la rece, oțelul în formă de H trebuie tăiat și finisat conform cerințelor clientului pentru a îndeplini cerințele specifice de dimensiune și lungime.
Tratament de suprafață: Tratament curat și antirugină al oțelului în formă de H pentru a asigura calitatea suprafeței și rezistența la coroziune a produsului.
Inspecție și ambalare: Efectuați o inspecție a calității oțelului în formă de H produs, inclusiv inspecția calității aspectului, a preciziei dimensionale, a proprietăților mecanice etc. După trecerea testului, acesta va fi ambalat și gata de a fi trimis clientului.

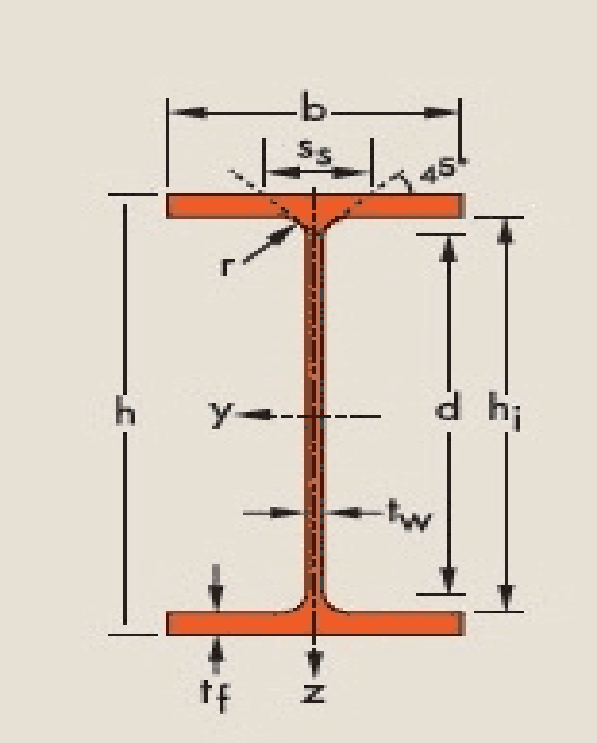
DIMENSIUNEA PRODUSULUI
| Desemnare | Unt Greutate kg/m²) | Secțional standard imensitate mm | Secțional Ama (cm²) | |||||
| W | H | B | 1 | 2 | r | A | ||
| HE28 | AA | 61,3 | 264,0 | 280,0 | 7.0 | 10.0 | 24.0 | 78,02 |
| A | 76,4 | 270,0 | 280,0 | 80 | 13.0 | 24.0 | 97,26 | |
| B | 103 | 280,0 | 280,0 | 10,5 | 18.0 | 24.0 | 131,4 | |
| M | 189 | 310,0 | 288,0 | 18,5 | 33,0 | 24.0 | 240.2 | |
| HE300 | AA | 69,8 | 283,0 | 300,0 | 7,5 | 10,5 | 27,0 | 88,91 |
| A | 88,3 | 200,0 | 300,0 | 85 | 14.0 | 27,0 | 112,5 | |
| B | 117 | 300,0 | 300,0 | 11.0 | 19.0 | 27,0 | 149.1 | |
| M | 238 | 340,0 | 310,0 | 21.0 | 39,0 | 27,0 | 303.1 | |
| HE320 | AA | 74,3 | 301.0 | 300,0 | 80 | 11.0 | 27,0 | 94,58 |
| A | 97,7 | 310,0 | 300,0 | 9.0 | 15,5 | 27,0 | 124,4 | |
| B | 127 | 320,0 | 300,0 | 11,5 | 20,5 | 27,0 | 161,3 | |
| M | 245 | 359,0 | 309.0 | 21.0 | 40,0 | 27,0 | 312.0 | |
| HE340 | AA | 78,9 | 320,0 | 300,0 | 85 | 11,5 | 27,0 | 100,5 |
| A | 105 | 330,0 | 300,0 | 9,5 | 16,5 | 27,0 | 133,5 | |
| B | 134 | 340,0 | 300,0 | 12.0 | 21,5 | 27,0 | 170,9 | |
| M | 248 | 377,0 | 309.0 | 21.0 | 40,0 | 27,0 | 315,8 | |
| HE360 | AA | 83,7 | 339,0 | 300,0 | 9.0 | t2.0 | 27,0 | 106,6 |
| A | 112 | 350,0 | 300,0 | 10.0 | 17,5 | 27,0 | 142,8 | |
| B | 142 | 360.0 | 300,0 | 12,5 | 22,5 | 27,0 | 180,6 | |
| M | 250 | 395,0 | 308.0 | 21.0 | 40,0 | 27,0 | 318,8 | |
| HE400 | AA | 92,4 | 3780 | 300,0 | 9,5 | 13.0 | 27,0 | 117,7 |
| A | 125 | 390,0 | 300,0 | 11.0 | 19.0 | 27,0 | 159,0 | |
| B | 155 | 400,0 | 300,0 | 13,5 | 24.0 | 27,0 | 197,8 | |
| M | 256 | 4320 | 307.0 | 21.0 | 40,0 | 27,0 | 325,8 | |
| HE450 | AA | 99,8 | 425,0 | 300,0 | 10.0 | 13,5 | 27,0 | 127.1 |
| A | 140 | 440,0 | 300,0 | 11,5 | 21.0 | 27,0 | 178,0 | |
| B | 171 | 450,0 | 300,0 | 14.0 | 26,0 | 27,0 | 218,0 | |
| M | 263 | 4780 | 307.0 | 21.0 | 40,0 | 27,0 | 335,4 | |
| Desemnare | Unitate Greutate kg/m²) | Secțiune standard Dimersie (mm) | Secțiunea Zonă (cm²) | |||||
| W | H | B | 1 | 2 | r | O | ||
| HE50 | AA | 107 | 472,0 | 300,0 | 10,5 | 14.0 | 27,0 | 136,9 |
| A | 155 | 490,0 | 300,0 | t2.0 | 23,0 | 27,0 | 197,5 | |
| B | 187 | 500,0 | 300,0 | 14,5 | 28,0 | 27,0 | 238,6 | |
| M | 270 | 524,0 | 306.0 | 21.0 | 40,0 | 27,0 | 344,3 | |
| HE550 | AA | t20 | 522,0 | 300,0 | 11,5 | 15.0 | 27,0 | 152,8 |
| A | 166 | 540,0 | 300,0 | t2.5 | 24.0 | 27,0 | 211,8 | |
| B | 199 | 550,0 | 300,0 | 15.0 | 29,0 | 27,0 | 254.1 | |
| M | 278 | 572,0 | 306.0 | 21.0 | 40,0 | 27,0 | 354,4 | |
| HE60 | AA | t29 | 571,0 | 300,0 | t2.0 | 15,5 | 27,0 | 164.1 |
| A | 178 | 500,0 | 300,0 | 13.0 | 25,0 | 27,0 | 226,5 | |
| B | 212 | 600,0 | 300,0 | 15,5 | 30,0 | 27,0 | 270,0 | |
| M | 286 | 620,0 | 305.0 | 21.0 | 40,0 | 27,0 | 363,7 | |
| HE650 | AA | 138 | 620,0 | 300,0 | t2.5 | 16.0 | 27,0 | 175,8 |
| A | 190 | 640,0 | 300,0 | t3.5 | 26,0 | 27,0 | 241,6 | |
| B | 225 | 660,0 | 300,0 | 16.0 | 31,0 | 27,0 | 286,3 | |
| M | 293 | 668,0 | 305.0 | 21.0 | 40,0 | 27,0 | 373,7 | |
| HE700 | AA | 150 | 670,0 | 300,0 | 13.0 | 17.0 | 27,0 | 190,9 |
| A | 204 | 600,0 | 300,0 | 14,5 | 27,0 | 27,0 | 260,5 | |
| B | 241 | 700,0 | 300,0 | 17.0 | 32,0 | 27,0 | 306.4 | |
| M | 301 | 716,0 | 304.0 | 21.0 | 40,0 | 27,0 | 383,0 | |
| HE800 | AA | 172 | 770,0 | 300,0 | 14.0 | 18.0 | 30,0 | 218,5 |
| A | 224 | 790,0 | 300,0 | 15.0 | 28,0 | 30,0 | 285,8 | |
| B | 262 | 800,0 | 300,0 | 17,5 | 33,0 | 30,0 | 334.2 | |
| M | 317 | 814.0 | 303.0 | 21.0 | 40,0 | 30,0 | 404.3 | |
| HE800 | AA | 198 | 870,0 | 300,0 | 15.0 | 20.0 | 30,0 | 252.2 |
| A | 252 | 800,0 | 300,0 | 16.0 | 30,0 | 30,0 | 320,5 | |
| B | 291 | 900,0 | 300,0 | 18,5 | 35,0 | 30,0 | 371,3 | |
| M | 333 | 910.0 | 302.0 | 21.0 | 40,0 | 30,0 | 423,6 | |
| HEB1000 | AA | 222 | 970,0 | 300,0 | 16.0 | 21.0 | 30,0 | 282.2 |
| A | 272 | 0,0 | 300,0 | 16,5 | 31,0 | 30,0 | 346,8 | |
| B | 314 | 1000,0 | 300,0 | 19.0 | 36,0 | 30,0 | 400,0 | |
| M | 349 | 1008 | 302.0 | 21.0 | 40,0 | 30,0 | 444.2 | |
ENHOțel profilat
Clasă: EN10034:1997 EN10163-3:2004
Specificații: HEA HEB și HEM
Standard: EN
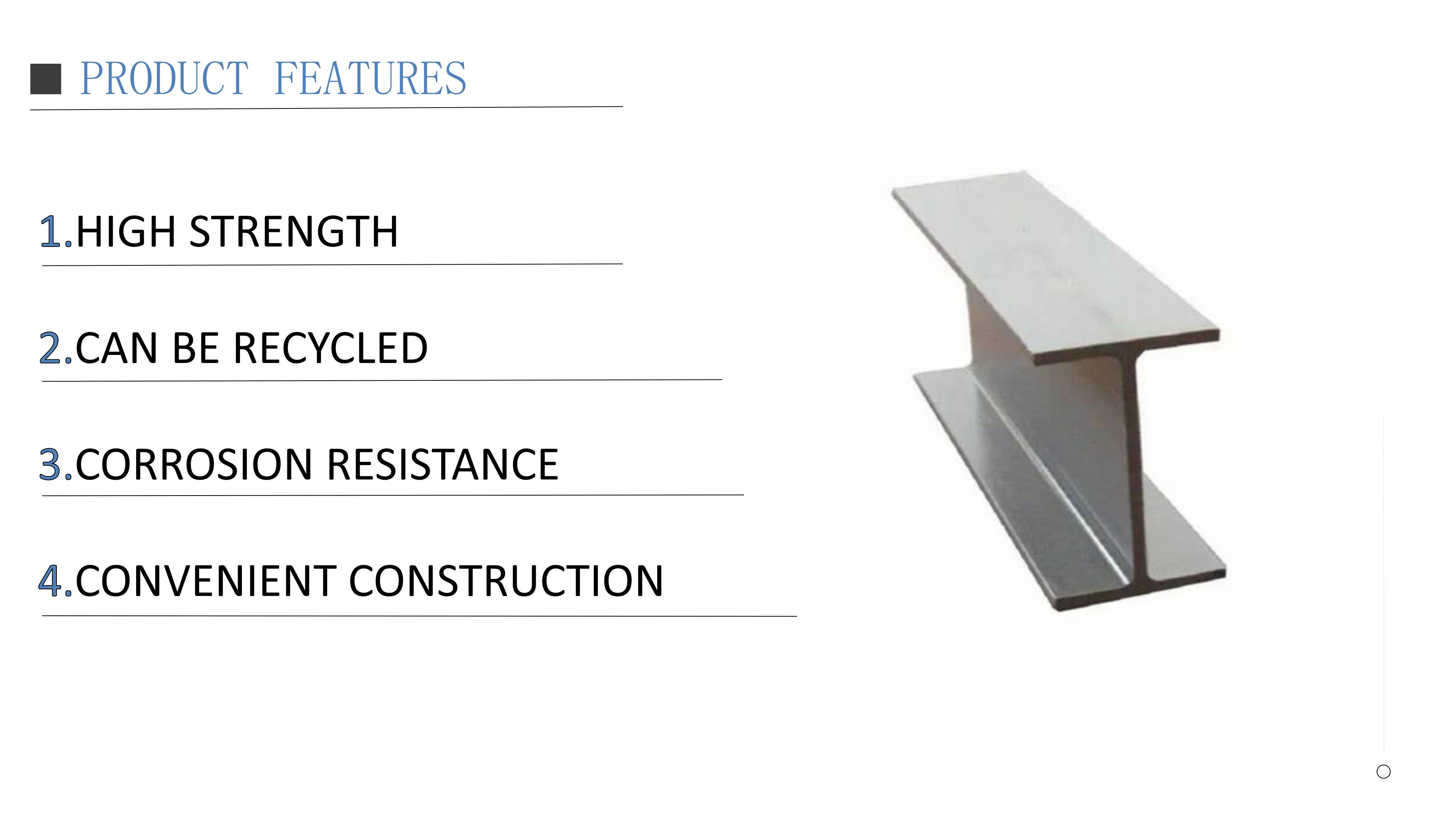
CARACTERISTICI
1. Proprietăți mecanice excelente
Rezistență puternică la încovoiere: Flanșele late și groase cu un moment de inerție (Ix) mare în secțiune transversală depășesc semnificativ performanțele grinzilor în I (cu 30%-50% mai mari la aceeași greutate).
Stabilitate excelentă la compresiune: Flanșele sunt perpendiculare pe inimă, rezultând o tensiune critică de flambaj local ridicată, ceea ce le face potrivite pentru susținerea stâlpilor.
Rigiditate biaxială echilibrată: Momentele de inerție pe axele X și Y sunt similare (de exemplu, tipul HM), rezultând o rezistență excelentă la forța laterală.
2. Ușor și economic
Raport rezistență-greutate ridicat: cu 15%-20% mai ușoare decât grinzile I obișnuite pentru aceeași capacitate portantă (reducând încărcările structurale și costurile fundației).
Economii de materiale: Eficiența ridicată a secțiunii transversale reduce consumul de oțel (de exemplu, pentru o clădire de fabrică cu o deschidere de 30 de metri, grinzile în H utilizează cu 40% mai puțin oțel decât grinzile de beton).
3. Construcție convenabilă și eficientă
Prindere ușoară cu șuruburi: Suprafața plată a flanșei facilitează prinderea cu șuruburi de înaltă rezistență.
Sudură redusă: Componentele standardizate sunt prefabricate în fabrică, permițând o asamblare mai rapidă la fața locului (reducând timpul de construcție cu 30%).
4. Specificații transversale extrem de standardizate
Standard național (GB/T 11263): seriile HW (flanșă lată), HM (flanșă medie) și HN (flanșă îngustă), acoperind dimensiuni de la 100×100 la 1000×300 mm.
Standardul american (ASTM A36): Seria W (de exemplu, W12×30) este universal acceptată.
INSPECȚIA PRODUSELOR
Cerințele pentru inspecția oțelului în formă de H includ în principal următoarele aspecte:
Defecte de suprafață
Nu este permis:
Crăpături, cicatrici sau pliuri cu o adâncime mai mare de 0,3 mm;
Gropi de rugină care afectează rezistența (adâncime mai mare de 5% din grosimea peretelui);
Dezlipirea stratului de zinc (pentru modelele rezistente la coroziune).
Defecte minore permise:
Zgârieturi locale ≤ 0,2 mm în adâncime;
Suprafața urmelor ≤ 1 cm²/m².

APLICAREA PRODUSULUI
Grinzile H standard exterioare sunt utilizate pe scară largă în domeniile construcțiilor și ingineriei, inclusiv, dar fără a se limita la, următoarele aspecte:
Inginerie structurală, inginerie de poduri, fabricație de mașini, construcții navale, construcții de structuri metalice,

AMBALARE ȘI TRANSPORT
Ambalarea și transportul grinzilor H standard exterioare necesită de obicei parcurgerea următorilor pași:
Ambalare: Oțelul în formă de H este de obicei ambalat conform cerințelor clientului pentru a-i proteja suprafața de deteriorare. Metodele comune de ambalare includ ambalaje simple, ambalaje pe paleți de lemn, ambalaje din plastic etc. La ambalare, este necesar să se asigure că suprafața oțelului în formă de H nu este zgâriată sau corodată.
Etichetare: Marcați informații clare despre produs pe ambalaj, cum ar fi modelul, specificațiile, cantitatea etc., pentru a facilita identificarea și gestionarea.
Încărcare: La încărcarea și transportul oțelului ambalat în formă de H, este necesar să se asigure că nu vor exista coliziuni sau extrudări în timpul procesului de încărcare pentru a evita deteriorarea produsului.
Transport: Alegeți mijloacele de transport adecvate, cum ar fi camioane, transport feroviar etc., și alegeți metoda de transport corespunzătoare în funcție de cerințele clientului și de distanța de transport.
Descărcare: După sosirea la destinație, operațiunea de descărcare trebuie efectuată cu atenție pentru a evita deteriorarea oțelului în formă de H.
Depozitare: Depozitați oțelul în formă de H într-un depozit uscat și ventilat pentru a evita umezeala sau alte efecte adverse.

PUTEREA COMPANIEI

FAQ
1. Cum pot obține o ofertă de preț de la dumneavoastră?
Ne puteți lăsa un mesaj și vom răspunde la fiecare mesaj la timp.
2. Veți livra bunurile la timp?
Da, promitem să oferim produse de cea mai bună calitate și livrare la timp. Onestitatea este principiul companiei noastre.
3. Pot primi mostre înainte de comandă?
Da, desigur. De obicei, mostrele noastre sunt gratuite, putem produce după mostrele sau desenele tehnice ale dumneavoastră.
4. Care sunt condițiile dvs. de plată?
Termenul nostru obișnuit de plată este de 30% avans și restul plății contra B/L. EXW, FOB, CFR, CIF.
5. Acceptați inspecția de către o terță parte?
Da, absolut, acceptăm.
6. Cum putem avea încredere în compania dumneavoastră?
Ne specializăm în afaceri cu oțel de ani de zile ca furnizor de aur, cu sediul central în provincia Tianjin, vă invităm să investigați în orice fel, prin toate mijloacele.
Categorii de produse
-

China Țeavă galvanizată din oțel carbon pătrat...
-

Dimensiuni multiple personalizate Q235B41 * 41 * 1,5 mm galvanizat...
-

Placă de oțel carbon ușor, grad ASTM A283 / 6 mm T...
-

Preț de fabrică din China SGCC Z90 Z120 Z180 Dx51d GI...
-

Tub sudat din oțel carbon Q345B de înaltă calitate 200 * 150 mm...
-

Grindă H ASTM A36 A992 Sudură laminată la cald Univers...